Conduit Sealant and More
Create more hardened and reliable systems with specialized foam duct sealants, equipment repair sealants, and more.

Engineered Cable Lubricants
Lower coefficient of friction, install longer runs of cable, and protect cable and equipment with high-performance cable lubricants.

Electrical and Fiber Optic Cleaners
Clean and protect critical electrical equipment, fiber optic cables, rubber goods, tools, and more.

Duct and Conduit Adhesive
Permanently join different conduit and duct materials, while forming watertight and airtight joints, to make a secure duct system.
Cable pull planning software that takes the tension out of the planning process.
The all-new Polywater® Pull-Planner® software makes the process of planning a cable pull and designing cable systems faster, easier, safer, and more collaborative than ever before. Learn more about how companies are using our software to their advantage.
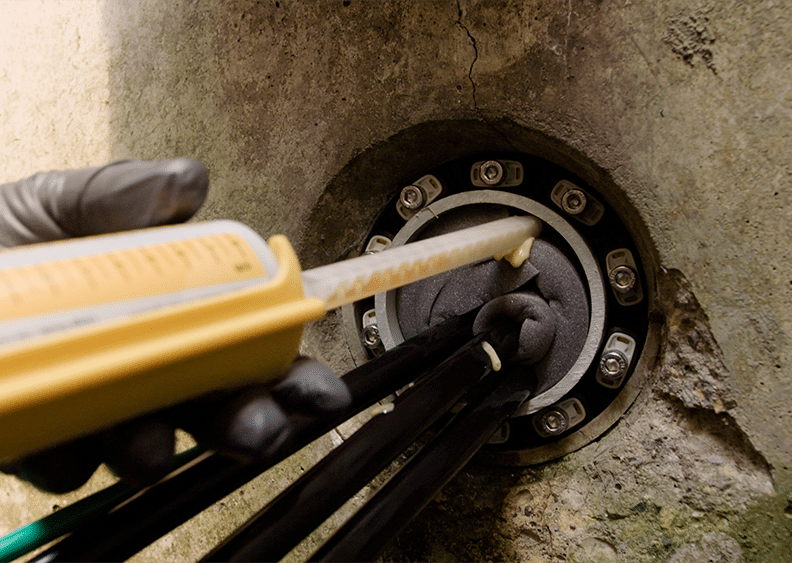
Learn MoreA durable foam sealant for communication ducts, small conduits, and thin annular spaces.
The all-new Polywater® ZipSeal™ Foam Sealant System protects mission-critical communication, electrical, and utility infrastructure from water, gases, and other unwelcome intrusions. Plus, it provides quick and easy installation without the need for a specialty tool.
Learn More
Engineers Identify Collaboration as the Key to Successful Cable Installation.
With the surge in projects, challenges arise for planning engineers and installers who play key roles in…

Why Does Duct Putty Fail to Seal Conduits?
Duct Putty is commonly used to seal electrical and communications dust worldwide, but falls seriously short…
Underground Cable-in-Duct Installation: 5 Trends to Consider.
Undergrounding cable can be a long and costly process. Many utilities in the past have opted to install their…

![]()
Get the latest industry knowledge and insights delivered quarterly right to your inbox.
Subscribe to THE TRANSMISSION from Polywater for a curated collection of articles, videos, technical papers, and more. Totally free and only from Polywater.
Polywater Safety Data Sheets (SDS)
Search our database for current product SDS. They are available for multiple products depending on global product availability, which varies. SDS are organized by product, region, country, and language.

Our Sustainability Policy
Polywater supports global sustainability initiatives through continuous analysis and improvement of our products, production methods, and transportation modes.
Polywater Foam Sealant Quantity Calculator
Perform calculations of how much FST Foam Sealant to use based on conduit ID, cable occupancy, and number of seals.
Polywater Lubricant Quantity Calculator
Estimate the amount of Polywater lubricant needed for a cable pull.
Polywater BonDuit Quantity Calculator
Determine the number of cartridges of Polywater BonDuit are needed for your job.