Influence de l’oxygène et des acides sur le vieillissement des transformateurs
Document technique sur le vieillissement des transformateurs lié aux niveaux et aux interactions de l'oxygène et des acides.

Principaux points à retenir
Le présent article traite des niveaux et de l’interaction de l’oxygène (O2) et des acides ainsi que de leurs répercussions sur le vieillissement des transformateurs, et, entre autres :
• apporte des indications sur la façon de surveiller l’incidence de l’oxygène et des acides sur votre transformateur ;
• décrit comment la conception d’étanchéité du transformateur affecte les niveaux d’O2 à l’intérieur du transformateur et comment une consommation excessive d’O2 peut accélérer le vieillissement ; et
• explique la formation des acides à l’intérieur du transformateur lorsque l’huile isolante interagit avec l’oxygène et la chaleur.
1. Introduction
Comme indiqué dans notre article, Influence de la température et de l’eau sur le vieillissement des transformateurs, dont l’objet portait sur le comportement de vieillissement des transformateurs avec les systèmes de cellulose et d’huile, un certain nombre de facteurs peut accélérer le vieillissement des transformateurs. Le présent article vous explique l’incidence de l’oxygène et des acides sur les performances des transformateurs. Il est possible de réduire les influences de ces accélérateurs afin d’atténuer et de ralentir le processus de vieillissement dans votre parc de transformateurs. Il existe des moyens d’utiliser l’oxygène à l’avantage de votre transformateur et il existe des mesures pour empêcher le vieillissement accéléré.
-
Contenus connexes : Exemple de colmatage de fuites de transformateur par Polywater® 2. L’influence de l’oxygène
L’O2 et l’azote (N2) pénètrent dans le transformateur depuis l’air. L’oxygène est consommé à l’intérieur du transformateur et fournit des informations essentielles concernant l’état et le vieillissement du transformateur. L’effet d’accélération du vieillissement de l’oxygène a été identifié en 1976 dans un article du CIGRE (The oxygen-free transformer, reduced aging by continuous degassing)*. Le transformateur présente de nombreux potentiels points d’entrée d’oxygène, mais le principal moyen d’entrée est dû aux variations du volume d’huile résultant des variations de température et de charge.
Lorsque les températures de fonctionnement du transformateur augmentent, l’huile se dilate et son volume augmente. Le volume d’huile plus élevé agit comme un piston et pousse les gaz atmosphériques hors du transformateur. Lorsque la température diminue, le volume d’huile se contracte et les gaz atmosphériques sont aspirés dans le transformateur. Différentes conceptions d’étanchéité ont été conçues pour les transformateurs afin d’empêcher que l’O2 pénètre dans le transformateur lorsque ces variations de volume surviennent. Lors de l’analyse des gaz dissous (DGA) permettant d’évaluer la teneur en gaz de l’huile du transformateur, il est nécessaire de comprendre la conception d’étanchéité de votre transformateur, car l’analyse de l’O2 varie selon les conceptions d’étanchéité.
Les possibilités d’étanchéité suivantes sont utilisées dans le secteur :
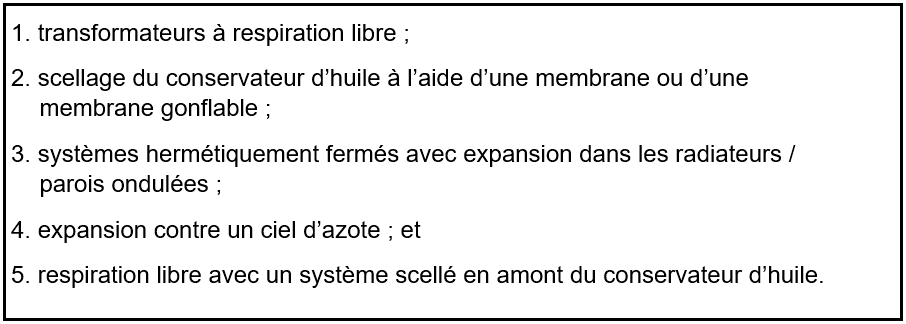
L’O2 étant consommé à l’intérieur du transformateur, la teneur en O2 est dans un état d’équilibre entre disponibilité et consommation. Par conséquent, les niveaux d’O2 des systèmes fermés sont généralement inférieurs à ceux des systèmes à respiration libre. Il est difficile d’évaluer la teneur en gaz des systèmes à respiration libre, car le taux d’échanges gazeux entre le réservoir du transformateur et l’air peut différer d’un facteur de 1:10, selon la conception et la configuration du conservateur.
De plus, dans les systèmes à respiration libre, des concentrations d’environ 22 000 à 25 000 ppm peuvent être considérées comme normales. Si la teneur en O2 est inférieure à 20 000 ppm, on peut aisément en déduire que l’oxygène est consommé et qu’un vieillissement accéléré se produit. Les niveaux de dioxyde de carbone (CO2) peuvent également être utilisés de la même manière. Des niveaux de CO2 supérieurs à 6 000 ppm indiquent de manière évidente un vieillissement accéléré. Si la valeur de l’O2 est d’environ 10 000 ppm, des valeurs de CO2 supérieures à 12 000 ppm peuvent être atteintes dans des cas extrêmes. Les valeurs limites de l’IEEE ne s’appliquent pas aux transformateurs à respiration libre et le rapport CO/CO2 est applicable dans une certaine mesure.
Les valeurs des systèmes fermés avec des membranes gonflables ou des membranes sont complètement différentes de celles des systèmes à respiration libre. Les transformateurs à systèmes fermés ont généralement une teneur en oxygène résiduel de 2 000 à 4 000 ppm, et une teneur de 1 500 à 2 000 ppm de CO2. Cependant, si l’O2 est nul et le CO2 supérieur à 4 000, on peut une nouvelle fois aisément en déduire que le transformateur vieillit à un rythme accéléré.
3. L’influence des acides
L’interaction de l’O2 et de la chaleur avec l’huile isolante du transformateur entraîne la formation d’acides dans l’huile. L’indice d’acide, exprimé en « mgKOH/g », permet de mesurer les acides. Ce nombre indique la quantité de matériaux alcalins (KOH) nécessaire afin de neutraliser les acides dans l’huile. Un indice d’acide mesure le niveau d’acidité et constitue le moyen d’évaluation de l’état de l’huile isolante du transformateur le plus important.
La tension interfaciale constitue également un bon indicateur de la qualité de l’huile. La tension interfaciale mesure la différence de tension superficielle de l’huile, qui est non polaire, par rapport à la tension superficielle de l’eau, un élément fortement polarisé. La tension interfaciale entre deux matériaux de polarité similaire est faible. Lorsque le fluide isolant d’huile minérale se dégrade au contact de l’O2, des acides hydrophiles (qui aiment l’eau), tels que les acides carboxyliques, se forment. Ces acides sont fortement polaires et peu solubles dans l’huile, en raison de la faible polarité de l’huile. La présence d’acides hydrophiles dans l’huile augmente sa polarité et entraîne une diminution de la tension interfaciale. Une tension interfaciale faible indique la présence d’acides et d’eau, ce qui peut affecter les propriétés diélectriques de l’huile et générer des dépôts dans
le transformateur.L’indice d’acide et la tension interfaciale doivent être considérés conjointement. Par exemple, un indice d’acide élevé, tel que 0,2 mgKOH/g, entraîne généralement une tension superficielle interfaciale inférieure à 20 N/m. Les normes spécifient les valeurs limites de 0,1 mgKOH/g pour les transformateurs supérieurs à 70 kV et de 0,25 pour ceux dont la valeur est inférieure. Cette dernière valeur est absurde, car l’effet chimique est indépendant de la tension de fonctionnement. En outre, la précipitation des dépôts commence au-delà de 0,1, ce qui peut réduire la capacité de refroidissement et la sécurité fonctionnelle du transformateur. Par conséquent, les actions correctives ont un sens lorsque la valeur est de 0,1.
Le taux de formation d’acide permet d’évaluer la conception du système de refroidissement interne du transformateur et le taux de vieillissement. Un taux de formation d’acide élevé signifie que l’huile est soumise à une tension thermique, ce qui provoque une dégradation plus rapide de l’huile. Cela peut indiquer un refroidissement inapproprié en raison d’une mauvaise conception. Le « delta (Δ) de formation d’acide » peut indiquer une conception appropriée du système de refroidissement interne ainsi que servir d’indicateur pour le taux de vieillissement du transformateur. L’acide attaque également activement l’isolant cellulosique et accélère sa décomposition. Cela se manifeste par une consommation d’O2 accrue lors du processus de décomposition en présence d’huiles acides.
-
4. Combinaison de l’oxygène et de l’acide
Les effets de l’oxygène et de l’acide sont conjoints et les deux éléments doivent être évalués ensemble. Cela signifie que les deux éléments doivent être traités afin de maintenir les transformateurs vieillissants. L’O2 et les acides dégradent l’isolation (solide) en papier à l’intérieur d’un transformateur. En réalité, la consommation d’O2 est un très bon indicateur du taux de vieillissement global du système. Une consommation d’O2 élevée implique une dégradation de l’isolation solide en papier plus rapide. La consommation d’O2 diminue généralement après la régénération de l’huile. On peut donc s’attendre à ce que le taux de dégradation du papier ralentisse en conséquence.
Cependant, la régénération de l’huile entraîne souvent une dégradation acide continue de l’isolation en papier. Le taux de dégradation acide de la cellulose dépend de la concentration en eau et de la concentration en ions H+ séparés des acides. Beaucoup d’acides formés dans l’huile de transformateur et lors de la dégradation de la cellulose sont absorbés dans le papier. Ainsi, même lorsque la régénération de l’huile élimine l’O2 du système, les acides qui restent dans l’isolation en papier continuent de dégrader la cellulose et d’accélérer l’oxydation, comme l’illustre la section 6.2. Il est également important d’évaluer la production d’acidité avec la teneur en CO2 et en O2, comme l’indique l’exemple 6.1.
-
Contenus connexes : Réparation rentable sur place des fuites dans les transformateurs électriques 5. Quels sont les recours utiles et quand faut-il les appliquer ?
5.1. Résolution du problème de l’O2 :
Il est utile d’équiper les transformateurs avec des systèmes d’étanchéité qui empêchent la pénétration d’oxygène, des membranes gonflables dans le conservateur d’huile ou des joints d’étanchéité en amont entre le conservateur d’huile et l’air. Les systèmes de dégazage partiel ont également fait leurs preuves en ce qui concerne la rénovation et la conservation des anciens transformateurs à respiration libre, ce qui permet de réduire la proportion de gaz atmosphériques (N2, O2) à environ 30 % des valeurs saturées.
Les systèmes ci-dessus éliminent également l’eau de la cellulose. La tâche est de déterminer comment résoudre ce problème d’un point de vue technique et économique. En ce qui concerne les anciens transformateurs à respiration libre, les installations de dérivation ou de régénération constituent une méthode éprouvée de réduction de l’O2 dans l’huile. L’huile est prélevée dans la partie inférieure du transformateur, puis elle est dégazée, séchée et renvoyée dans la partie supérieure. Étant donné que des raccordements standard, tels que des robinets de prélèvement d’huile, permettent de commuter le système de régénération entre différents transformateurs sans les mettre hors tension, une unité de régénération peut traiter deux à quatre transformateurs de taille moyenne selon des cycles de trois à six mois. Il en résulte une réduction de la quantité d’oxygène disponible et une diminution du taux de vieillissement. Par conséquent, les coûts de maintenance sont réduits, car aucune réparation du transformateur n’est nécessaire, telle qu’un remplacement du conservateur. Étant donné que l’huile est séchée, toute l’eau du système est évacuée du transformateur.
5.2. Il existe trois façons de résoudre le problème de l’acidité :
– Il faut remplir le transformateur avec des huiles inhibées, plutôt que des huiles non inhibées. Évitez d’utiliser des huiles non inhibées. L’inhibiteur agit comme un revêtement de protection contre la dissolution des anodes des structures en acier. Il protège l’huile de la dégradation par oxydation afin d’empêcher la génération d’acides dans l’huile. La plupart des inhibiteurs d’huile contiennent du 2,6-di-tert-butyl-p-crésol (DBPC, BHT) et du 2,6-di-tert-butylphénol (DBP). Les huiles ne contenant pas ces inhibiteurs se dégradent plus rapidement et doivent être fréquemment remplacées, ce qui peut être chronophage et coûteux.
– Dès que la valeur de 0,1 mgKOH/g est atteinte, l’huile doit être régénérée, puis inhibée même si l’huile n’a pas initialement été inhibée. Il est contraire aux bonnes pratiques de ne pas inhiber l’huile après la régénération, car l’huile fraîchement régénérée ne contient plus de stabilisateurs de vieillissement.
-La conception du transformateur doit être appropriée afin d’éviter que l’huile subisse des tensions thermiques. Notre précédent article, Influence de la température et de l’eau sur le vieillissement des transformateurs, explique la signification d’une conception thermique appropriée, selon laquelle, dans le cas des transformateurs susceptibles de subir de fréquents changements de charge, le système de refroidissement interne doit éliminer les pointes de température lors des augmentations de charge rapides, c’est-à-dire un refroidissement OD (circulation dirigée de l’huile). Dans le cas des transformateurs à partir desquels l’huile doit être pompée, par exemple OFWF (circulations forcées de l’huile et de l’eau), ou dans le cas de radiateurs huile-air installés à distance, le refroidissement des enroulements doit être basé sur une conception ON (circulation naturelle de l’huile) afin que la température de l’huile soit répartie le plus uniformément possible à l’intérieur du système d’enroulement.
6.1
Dans le cas ci-dessous, la très faible teneur en oxygène attire l’attention. Elle a immédiatement été atteinte après la mise en service. En 2004, elle a été intégrée au programme de préservation des transformateurs, même si le transformateur était en parfait état. Comme indiqué ci-dessous, la teneur en acide semble augmenter rapidement et atteint le seuil de régénération (0,1 mgKOH/g) en seulement 9 ans. Cela signifie que la tension thermique dans ce transformateur a entraîné une perte rapide de la qualité de l’huile
6.2 Exemple d’interaction de l’acide et de l’oxygène
Coupleur de réseau 250 MVA, 220/110 kV
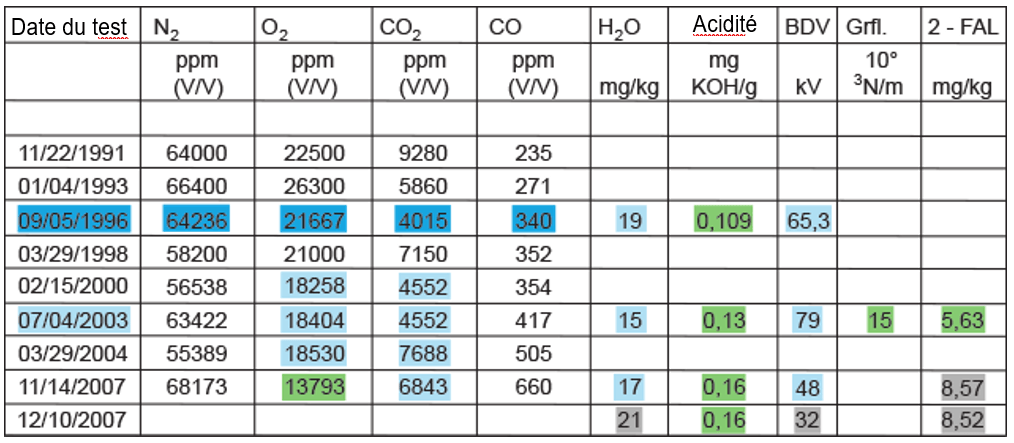
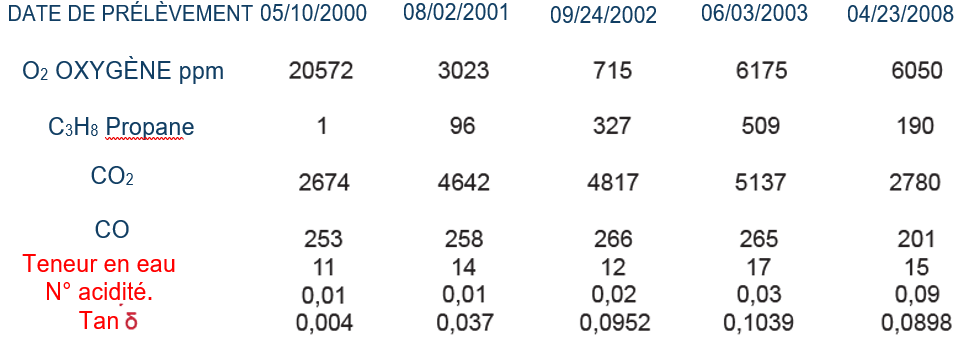
Ce transformateur illustre parfaitement l’interaction de l’acide et de l’oxygène. Le transformateur connaît un vieillissement accéléré après 2000 et atteint son stade de fin de vie en 2007. Jusqu’en 1993, la teneur en O2 >> 20 000 est propre à un transformateur à respiration libre fonctionnant correctement. Néanmoins, la teneur en CO2 est élevée, indiquant un niveau élevé de consommation d’O2. En 1996, l’O2 chute et l’acidité est de 0,109 mgKOH/g, la limite maximale. À partir de 2000, la teneur en O2 continue de diminuer, tandis que l’acidité augmente. De plus, en 2003, des niveaux de furanne d’environ 5 ppm sont constatés.
En 2007, tous les indicateurs montrent que le transformateur a atteint un état de fin de vie, notamment les valeurs suivantes :
- quantité d’O2 faible (13 000 ppm) ;
- quantité de furanne et de CO2 élevée (9 ppm) ;
- tension de claquage inacceptable (32 kV) ; et
- quantité d’eau élevée (21 ppm).
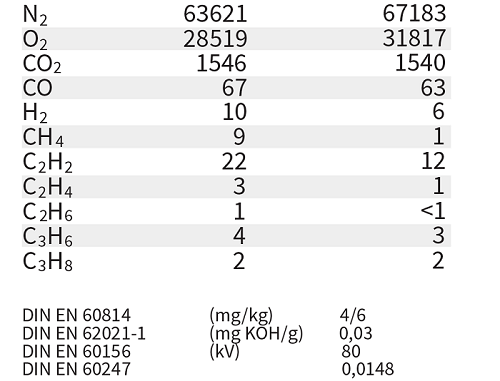
6.3 Profil d’un transformateur de réseau construit en 1969 : 110/20 kV, 31,5 MVA ; de type à respiration libre.
Les valeurs du tableau ci-dessous montrent que le transformateur, correctement conçu, était toujours en excellent état après plus de 30 ans.
L’acétylène (C2H2) est dû au mélange des gaz du changeur de prise en charge dans l’espace d’air commun du conservateur. Ce transformateur constitue un bon exemple de conception appropriée qui présente de bonnes valeurs et un état pratiquement neuf.
Les valeurs du transformateur de 1969 sont les suivantes :
- valeurs saturées pour N2 (67 621 ppm) ;
- O2 (~ 30 000 ppm) ;
- CO2 inférieur à 2 000 ppm ; et
- concentration en gaz C2 et C3 très faible et absence de furanne.
DGA de 2003-2009
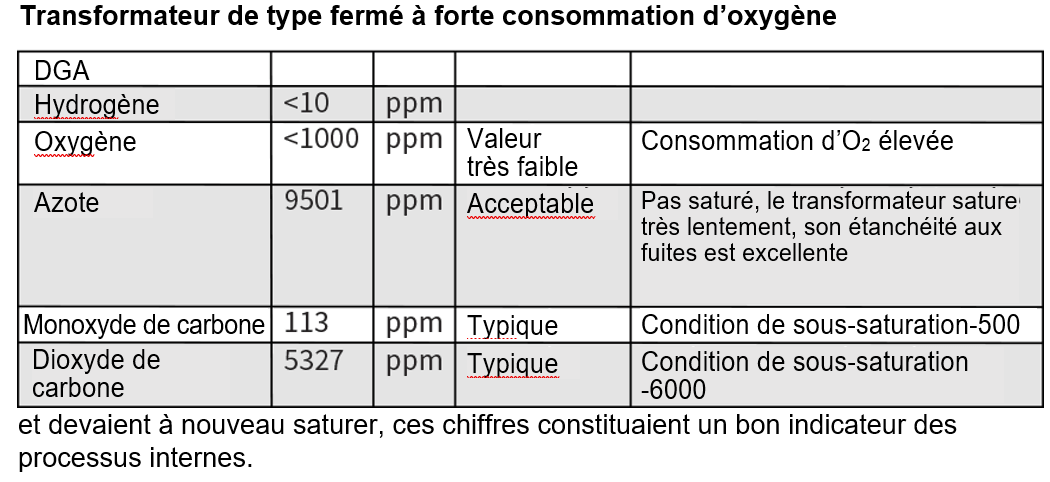
6.4 Exemple d’un transformateur de type fermé à forte consommation d’oxygène.
La consommation d’oxygène élevée du transformateur ci-dessous suggère un pronostic à long terme défavorable. Le transformateur est tombé en panne trois ans après l’analyse.
Il a été très difficile d’évaluer ce transformateur, car le propriétaire effectuait régulièrement des traitements de dégazage. Afin de comprendre l’état du transformateur, l’O2 et le CO2 doivent être considérés conjointement. La consommation de la quantité totale disponible d’O2 (0) et le niveau de CO2 élevé (6 000), en ce qui concerne la conception de type fermé de ce transformateur, ont indiqué un vieillissement rapide. Étant donné que les gaz étaient réduits au minimum et devaient à nouveau saturer, ces chiffres constituaient un bon indicateur des processus internes.
-
Contenus connexes : La cartographie comme méthode d’évaluation des risques et des coûts 7. Récapitulatif
Les effets des accélérateurs de vieillissement de l’acide et de l’oxygène sont conjoints et favorisent le vieillissement du système huile-cellulose. Les deux facteurs dépendent fortement de la conception du transformateur, en particulier de la conception du système de refroidissement interne.
Un cycle d’autorenforcement est souvent généré, dont les caractéristiques sont les suivantes :
- une consommation élevée d’oxygène, qui accélère le processus de vieillissement ;
- une production d’acide due au processus de vieillissement, qui accroît la consommation d’oxygène.
Ces deux éléments étant conjoints et accélérant le vieillissement du transformateur, vous devez vous assurer que le système de refroidissement du transformateur fonctionne correctement et est correctement conçu. La deuxième bonne pratique consiste à éviter l’utilisation d’huile non inhibée. Troisièmement, vous devez empêcher la pénétration d’oxygène dans le transformateur.
Que votre transformateur soit à respiration ouverte ou étanche à l’air, s’il est correctement conçu et que vous adoptez le mappage comme une pratique de maintenance prédictive, la durée de vie de votre parc peut s’étendre.
Pour obtenir des informations sur les solutions de réparation et de maintenance des transformateurs, consultez le site Colmateur de fuites de transformateurs PowerPatch® de Polywater® Vous avez des questions ?
*« The Oxygen-free Transformer, Reduced Ageing by Continuous Degassing », W. Lamp et E. Spicar, présenté lors de la Conférence internationale des grands réseaux électriques (CIGRE), septembre 1976
-